Laser vert vs. laser infrarouge : résultats d’étude
En septembre 2023, Laser Rhône Alpes a participé aux PLI Conférences de Rennes. Il s’agissait d’une occasion parfaite pour présenter les résultats de notre récente étude comparative : une analyse de la soudabilité d’un assemblage hétérogène du cuivre et de l’acier inoxydable, mettant en concurrence le laser vert et le laser infrarouge.
Le casse-tête de la soudure hétérogène
L’assemblage du cuivre et de l’acier inoxydable offre de nombreuses applications dans l’électromobilité, l’industrie électronique, ou encore la cryogénie. Cependant, ces assemblages soulèvent des difficultés, notamment en matière de compatibilité métallurgique et de formation de phases fragiles.
La soudure laser entre le cuivre et l’acier inoxydable avec un laser infrarouge présente plusieurs contraintes :
- une différence d’absorption considérable entre les deux matériaux (3,5 % pour le cuivre et 40 % pour l’inox) ;
- une disparité importante en termes de diffusivité thermique (116 mm2/s pour le cuivre et 3,84 mm2/s pour l’inox) ;
- un effet de décalage du tir du côté de l’inox.
Bonne nouvelle : le laser vert pourrait améliorer cette soudabilité ! En effet, l’absorption du faisceau du laser vert par le cuivre est bien supérieure, tournant autour des 40 %. Elle se place donc dans le même ordre de grandeur que pour l’inox.
C’est ce que nous avons testé (et constaté) dans cette étude.
Retour sur PLI Conférences 2023Organisé par le Club Laser et Procédés, l’événement PLI Conférences s’est déroulé les 27 et 28 septembre 2023 à Rennes. Cette édition fut marquée par une fréquentation record : 164 participants ont participé à au moins l’une des 47 conférences de haut niveau technique, données par les principaux acteurs de la communauté scientifique et industrielle du secteur du laser. La prochaine édition se tiendra à Bordeaux, au Palais de la Bourse, les 18 et 19 juin 2024. |

Notre mode opératoire
Les échantillons de cette étude sont issus de tôles de 1 mm d’épaisseur. Celles-ci sont soudées bord à bord en pleine pénétration avec une puissance linéique de 20 J/mm, avec une source laser infrarouge et une source laser vert.
| Source | IR (infrarouge) | Vert |
| Longueur d’onde | 1017 nm | 515 nm |
| Optique | Fixe lentille 120 mm | PFO 30 FTheta 160 mm |
| Tache focale | 75 μm | 80 μm |
Les résultats
Les essais mécaniques de traction des jonctions soudées montrent :
- une meilleure résistance mécanique des éprouvettes soudées avec le laser vert par rapport au laser infrarouge (cf. figure 1), et ce, quel que soit le décalage du faisceau (côté inox ou côté cuivre) ;
- une résistance mécanique de la jonction soudée avec le laser vert proche de celle du cuivre pur.
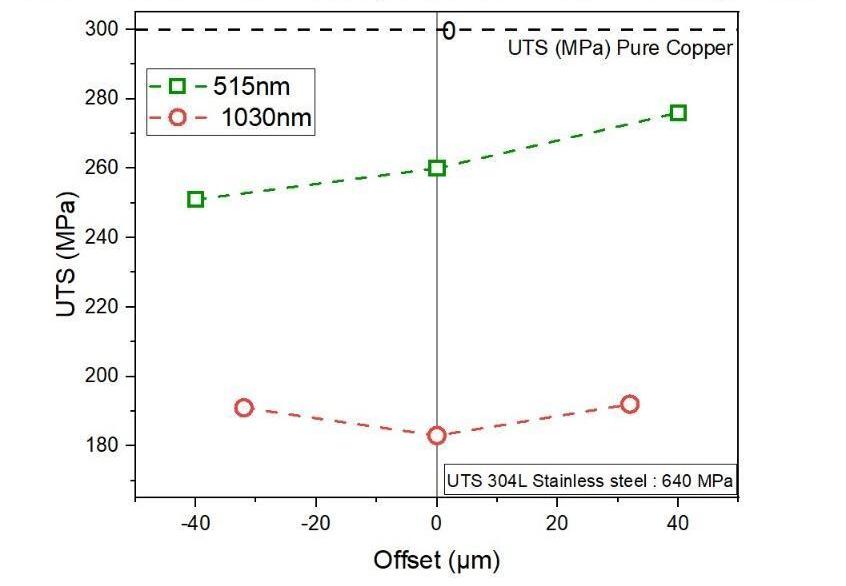
Fig. 1 : Tenue mécanique à la traction de l’assemblage soudé cuivre pur acier inoxydable austénitique en fonction de la variation du décalage du faisceau par rapport à la ligne de jonction entre le laser infrarouge et le laser vert
Les analyses métallographiques des jonctions montrent quant à elles deux structures différentes (cf. figure 2) :
- mode soudo-brasage : le cuivre reste à l’état solide, avec grossissement des grains dans la ZAT et formation d’une morphologie interfaciale rugueuse entre le cuivre et la zone « fondue » (cf. image de gauche) ;
- mode fusion : le cuivre fond partiellement et se mélange, mais des bulles de fer se forment dans les bulles de cuivre non fondues (cf. image de droite).
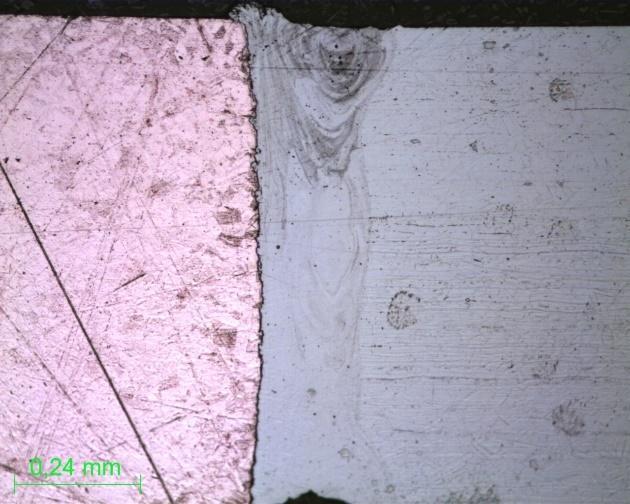
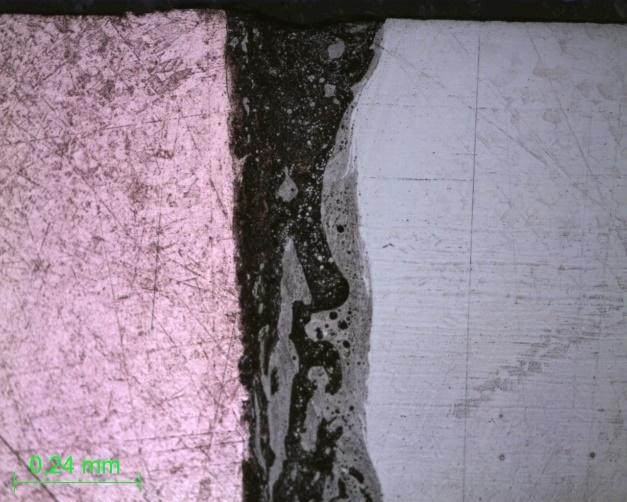
Fig. 2 : Structure entre un cuivre et un acier inoxydable soudé avec un laser vert, de type soudo-brasage à gauche (pas de décalage) et de type fusion à droite (décalage 40 microns côté cuivre).
Les analyses EDX des bains de soudure montrent :
- un taux de cuivre de 8 % dans le bain de soudure de la structure de type soudo-brasage ;
- un taux de cuivre de 60 % dans le bain de soudure de la structure de type fusion.
La structure de type fusion crée une jonction bénéficiant d’une tenue mécanique plus faible que la structure de type soudo-brasage (du fait de sa morphologie interfaciale rugueuse) comme l’indique la littérature.
Conclusions de l’étude
Les résultats de cette étude comparative démontrent que la soudure entre le cuivre et l’acier inoxydable avec un laser vert permet d’obtenir une meilleure tenue mécanique.
Cependant, la paramétrie laser reste primordiale. Et pour cause : elle permet de contrôler le type de structure obtenue, de façon à obtenir une structure de type soudo-brasage plus résistante mécaniquement.
Certains phénomènes restent encore à étudier, notamment dans les cas où la tenue mécanique est médiocre : est-ce lié à la métallurgie, ou à des défauts de soudage ? Une autre question, sur laquelle nous nous penchons, est celle de la valeur limite de transition entre les deux modes. Dans tous les cas, le laser vert pourrait à terme remplacer des brasures cuivre inox, certes industrielles, mais à la mise en œuvre plus lourde et sensibles à la température. Affaire à suivre !




