Fissuration à chaud des aciers inoxydables austénitiques : le calcul des risques

La fissuration est un défaut fréquemment rencontré au soudage des aciers inoxydables. Cependant, le risque peut être calculé et limité grâce à l’utilisation d’outils et de méthodes adaptés. Comment procède-t-on pour réussir le calcul des risques ? Quels sont les éléments clés à connaître pour éviter les fissurations à chaud lors d’un soudage laser ? Explications.
L’acier inoxydable et le soudage laser : ce qu’il faut savoir
Dans le grand ensemble des aciers inoxydables, la famille des inox austénitiques est l’une des plus utilisée dans les assemblages.
Beaucoup plus riches en carbone que les inox ferritiques, les aciers inoxydables austénitiques se démarquent par une excellente résistance à la corrosion. Dans cette catégorie d’aciers inoxydables, les inox 316L, 304L et 301 sont fréquemment usinés par soudage laser.
La problématique de la fissuration à chaud sur les inox austénitiques
Les risques liés à la fissuration
En raison de sa très bonne tenue à la corrosion, l’inox 316L est le plus employé des aciers inoxydables. Problème : il est sensible à la fissuration à chaud. Sous contrainte mécanique, thermique ou de pression, la fissure risque de se propager et de compromettre la tenue du joint soudé. À terme, les éléments assemblés peuvent se désolidariser.
Retrouvez plus d’informations sur les risques de fissuration lors du soudage laser
La fissuration (à chaud ou à froid) n’est malheureusement pas le seul défaut pouvant se produire lors d’un soudage laser.
Vous pouvez en effet être confronté à des problèmes de soufflure, de déformation des pièces ou d’oxydation du cordon. Pourquoi et comment apparaissent-ils ? Comment les corriger et, surtout, les éviter ?
Le calcul des risques de fissuration : les diagrammes existants
Pour éviter les fissurations à chaud néfastes à la durabilité des assemblages, des diagrammes de prédiction ont été mis en place. Ils sont valables pour les procédés de soudage à l’arc ou par laser YAG pulsé. En revanche, ils ne conviennent malheureusement pas à la technologie du laser continu.
Le diagramme de Schaeffler
Ce diagramme est utilisé pour identifier d’éventuels risques de fissuration à la soudure, et choisir le métal d’apport (le cas échéant) le plus adapté. Il se base sur l’analyse de la composition chimique de la coulée de l’acier.
Le diagramme de Schaeffler est établi suite à des examens métallographiques permettant de définir la teneur en ferrite de l’acier, idéale entre 5 et 15 %. Il prend également en compte les effets cumulés des éléments alphagènes (équivalent chrome) et gammagènes (équivalent nickel) de l’acier usiné.
Cependant, il n’intègre pas tous les éléments d’addition de l’inox, comme l’azote, qui est un puissant gammagène. D’autres diagrammes ont donc été créés pour corriger cette limite.
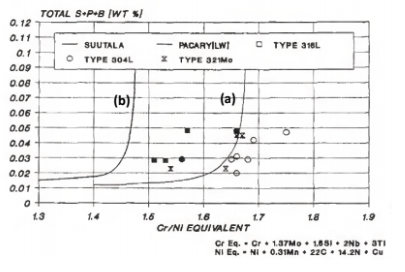
Le diagramme de Suutula
Comme le diagramme de Schaeffler, cet outil permet d’évaluer la susceptibilité d’un inox à la fissuration à chaud. En plus des éléments alphagènes et gammagènes qui composent l’acier, il prend en compte l’azote et les impuretés du métal (soufre, phosphore, bore). Pour créer ce diagramme, il faut calculer le rapport entre le chrome équivalent et le nickel équivalent de l’acier (Cr/Ni), et additionner ses taux d’impureté avant de placer les points sur les axes en abscisses et ordonnées.
SCHAEFFLER A.L., “Constitution diagram for stainless steel weld metal”, Metal Progress, vol. 56, no. 11, p. 680, 1949.
SUUTALA N., KUJANPAA V., TALAKO T., MOISO T., “Correlation between solidification cracking and microstructure in austenitic-ferritic stainless steel welds”, Welding Research Int., vol. 2, p. 55, 1979.
Les risques de fissuration : la méthode Laser Rhône Alpes
Sujets à la fissuration à chaud, les inox austénitiques exigent donc la prise de précautions particulières avant tout assemblage au laser. Pour évaluer les risques de fissuration de la matière, Laser Rhône Alpes utilise un diagramme de Suutala Pacary complété par des donnés internes (laser continu YAG, diodes, etc.)
À partir du mode d’élaboration et de la composition chimique des inox, il est en effet possible d’estimer les risques de fissuration du métal… puis de faire des préconisations concernant la matière à utiliser pour obtenir les meilleures conditions de soudage.
Ces analyses à partir du certificat matière peuvent intervenir dès l’établissement du devis, ou à chaque changement de coulée.
Établi sur la base de tests, ce certificat fourni par le fabricant nous renseigne sur la composition chimique du métal et sa teneur en impuretés.
Dans nos missions d’assemblage de composants par soudage laser, nous accordons une grande importance à la qualité et la durabilité des productions. À nos yeux, la mise en place de solutions techniques spécifiques pour vous garantir les meilleurs résultats est fondamentale. C’est particulièrement vrai pour les opérations de soudage laser des aciers inoxydables austénitiques, qui comportent des risques de fissuration à chaud.
Vous voulez en savoir plus sur le calcul des risques de fissuration et nos méthodes pour les diminuer ?
Crédit photo : Pexels / Paxson Woelber